Äskettäin eräs JSR:n asiakasystävä räätälöi robottihitsauspainesäiliöprojektin. Asiakkaan työkappaleilla on erilaisia spesifikaatioita ja hitsattavia osia on paljon. Automaattista integroitua ratkaisua suunniteltaessa on varmistettava, tekeekö asiakas peräkkäistä hitsausta vai pistehitsausta, ja sitten käytetään kokonaan robottia. Tänä aikana huomasin, että hänellä oli epäilyksiä asennoittimen valinnasta, joten JSR esitteli sen lyhyesti kaikille.
Kaksiasemainen yksiakselinen pääpylkän ja takapylkän pystysuuntainen kääntöasennonsäätölaite
VS Kolmiakselinen pystysuora kääntöasennonsäätölaite
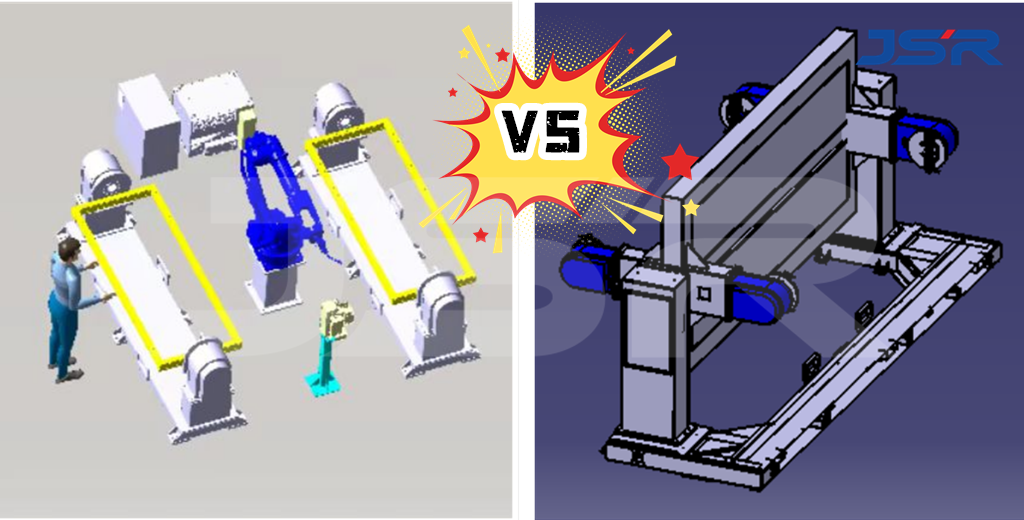
Robottihitsaustyöasemassa kaksi yleistä paikannuslaitetta ovat kaksiasemainen yksiakselinen pääpylkän ja takapylkän pystysuuntainen kääntölaite ja kolmiakselinen pystysuuntainen kääntölaite, joilla on omat etunsa eri sovellustilanteissa.
Seuraavassa on niiden sovellusskenaariot ja vertailut:
Kaksiasemainen yksiakselinen pään ja perärungon paikoituslaite:
Se sopii tilanteisiin, joissa työkappaletta on pyöritettävä ja sijoitettava hitsausprosessin aikana. Esimerkiksi auton korin hitsauslinjalla kaksi työkappaletta voidaan asentaa kahteen asemaan samanaikaisesti, ja työkappaleiden pyörittäminen ja sijoittelu voidaan saavuttaa yksiakselisen pään ja takapylkän asetinlaitteen avulla, mikä parantaa tuotantotehokkuutta.
https://youtube.com/shorts/JPn-iKsRvj0
Kolmiaksiaalinen pystysuora kääntöasennin:
Ihanteellinen monimutkaisiin hitsaustilanteisiin, jotka vaativat työkappaleiden pyörittämistä ja kääntämistä useisiin suuntiin. Esimerkiksi ilmailuteollisuudessa tarvitaan lentokoneiden rungon monimutkaista hitsausta. Kolmiaksiaalinen pystysuuntainen kääntölaite voi toteuttaa työkappaleen moniakselisen pyörittämisen ja kääntämisen vaaka- ja pystysuunnassa, jotta voidaan vastata hitsaustarpeisiin eri kulmissa.
https://youtu.be/v065VoPALf8
Etujen vertailu:
Kaksiasemainen yksiakselinen pään ja perärungon paikoituslaite:
- Yksinkertainen rakenne, helppo käyttää ja huoltaa.
- Kahta työkappaletta voidaan käsitellä samanaikaisesti, mikä parantaa tuotantotehokkuutta.
- Sopii joihinkin yksinkertaisempiin hitsaustehtäviin, kuten vain yhtä pyörimisakselia vaativiin työkappaleisiin.
- Hinta on halvempi kuin kolmiakselinen pystysuora kääntölaite.
- Hitsaus tapahtuu vuorotellen vasemman ja oikean aseman välillä. Kun hitsataan yhdellä asemalla, työntekijöiden on lastattava ja purettava materiaaleja toisella puolella.
Kolmiaksiaalinen pystysuora kääntöasennin:
- Se voi toteuttaa moniakselisen kierron ja kääntöliikkeen ja sopii monimutkaisiin hitsaustehtäviin.
- Robottihitsauksessa työntekijöiden tarvitsee lastata ja purkaa työkappaleita vain toiselta puolelta.
- Tarjoaa enemmän paikannusjoustavuutta ja -tarkkuutta, mikä voi täyttää erilaisten hitsauskulmien vaatimukset.
- Sopii työkappaleille, joilla on korkeat hitsauslaatu- ja tarkkuusvaatimukset.
Yhteenvetona voidaan todeta, että sopivan pyöristimen valinta riippuu hitsaustehtävän erityisvaatimuksista, mukaan lukien tekijät, kuten työkappaleen monimutkaisuus, hitsauskulma, tuotantotehokkuus ja hitsauksen laatuvaatimukset.
Julkaisun aika: 20. helmikuuta 2024
